Was ist ein Gummikneter und wie ist er aufgebaut?
A Gummikneter – auch Innenmischer oder Banbury-Kneter genannt – ist eine geschlossene Hochleistungsmischmaschine, die zum Mischen von Rohkautschuk mit Additiven wie Ruß, Schwefel, Beschleunigern, Weichmachern und Verarbeitungsölen verwendet wird. Im Gegensatz zu offenen Mühlen führt der Gummikneter das Mischen in einer versiegelten Kammer durch, was den Materialverlust drastisch reduziert, die Gleichmäßigkeit der Dispersion verbessert und die Verarbeitung temperaturempfindlicher Verbindungen ermöglicht.
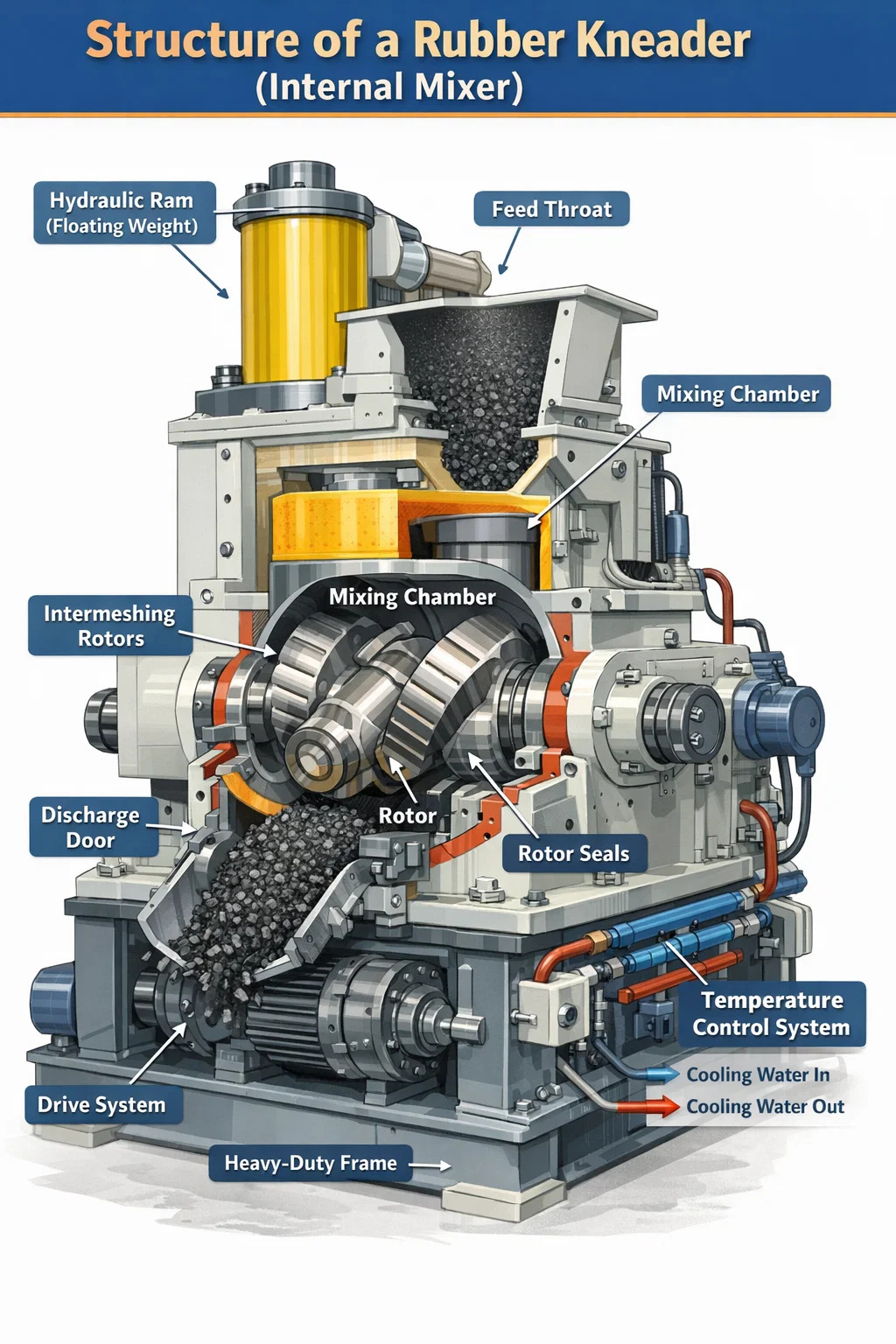
Die Kernstruktur eines Gummikneters besteht aus sechs Primärsystemen: der Mischkammer, den Rotoren, dem hydraulischen Stößel (schwimmendes Gewicht), dem Austragstürmechanismus, dem Temperaturkontrollsystem und dem Antriebssystem. Jeder spielt eine bestimmte mechanische Rolle, und wenn man versteht, wie sie interagieren, wird deutlich, warum interne Kneter zum Industriestandard für die Gummimischung bei der Reifenherstellung, Dichtungen, Dichtungen, Schläuchen und technischen Gummiwaren geworden sind.
Der Maschinenkörper selbst besteht typischerweise aus hochfestem Gussstahl oder vorgefertigtem Stahlblech, wobei die Innenflächen gehärtet oder mit einer verschleißfesten Legierung ausgekleidet sind, um den enormen mechanischen Kräften standzuhalten, die beim Mischen entstehen – oft über 500 kN bei Maschinen mit großer Kapazität.
Die Mischkammer: Das Herzstück des Gummikneters
Die Mischkammer ist der geschlossene Raum, in dem die gesamte Compoundierung stattfindet. Es handelt sich um einen achtförmigen Hohlraum, der mit extrem engen Toleranzen bearbeitet wurde und für die Aufnahme zweier gegenläufig rotierender Rotoren ausgelegt ist. Das Innenprofil der Kammer ist nicht kreisförmig – ihre Wände sind so konturiert, dass sie zur Rotorgeometrie passen, wodurch sichergestellt wird, dass die Gummimasse kontinuierlich gefaltet, geschert und wieder den Rotoroberflächen ausgesetzt wird.
Das Kammervolumen ist eine der wichtigsten Spezifikationen zur Klassifizierung von Gummikneter. Maschinen im Labormaßstab können Kammervolumina von nur 0,3 Litern haben, während produktionstaugliche Innenmischer, die in Reifenfabriken verwendet werden, 650 Liter überschreiten können. Gängige Industriegrößen reichen von 20 l bis 270 l, wobei der Füllfaktor (das Verhältnis von Gummiladungsgewicht zu Kammervolumen) typischerweise zwischen 0,6 und 0,75 liegt.
Die Kammerwände umfassen ein umfangreiches Netzwerk von interne Kühl- und Heizkanäle . Bei modernen Gummikneter werden diese Kanäle direkt durch den Kammerkörper gebohrt und an ein geschlossenes Temperaturregelsystem angeschlossen. Präzises Wärmemanagement ist entscheidend – Gummiviskosität, Dispersionseffizienz und Mischungsqualität hängen alle davon ab, dass die Chargentemperatur innerhalb eines definierten Fensters gehalten wird, oft zwischen 70 °C und 160 °C, je nach Formulierung.
Die Kammer ist in zwei Hälften geteilt – einen Oberkörper und einen Unterkörper – die miteinander verschraubt sind. Die untere Hälfte enthält das Scharnier der Auswurftür. Diese geteilte Konstruktion ermöglicht den Zugang zur Inspektion, Reinigung und zum Auswechseln der Auskleidung. Kammerauskleidungen aus gehärtetem Stahl (typischerweise mit Oberflächenhärtewerten von 58–62 HRC) schützen den strukturellen Kammerkörper vor abrasiven Gummimischungen und können unabhängig ausgetauscht werden, ohne dass die gesamte Maschine demontiert werden muss.
Rotoren: Die bestimmende Komponente des Gummikneterdesigns
Die Rotoren sind die mechanischen Elemente, die tatsächlich die Mischarbeit in der Kammer ausführen. In einem Gummikneter Zwei Rotoren drehen sich in einem festen Drehzahlverhältnis gegenläufig , typischerweise 1:1,1 oder 1:1,2, wodurch eine unterschiedliche Rotorgeschwindigkeit entsteht, die eine starke Scherspannung am Berührungspunkt zwischen den Rotoren und zwischen jedem Rotor und der Kammerwand erzeugt.
Die Rotorgeometrie ist einer der technisch ausgereiftesten Aspekte eines Innenmischers. In modernen Gummikneter werden hauptsächlich drei Rotortypen verwendet:
- Zweiflügelige (elliptische) Rotoren: Das ursprüngliche Design zeichnete sich durch zwei spiralförmige Rotorblätter aus, die entlang der Rotorwelle gedreht waren. Diese erzeugen hohe Scherkräfte und eignen sich für schwer mischbare Compounds, Ruß-Masterbatches und hochviskose Kautschuke wie Naturkautschuk (NR) und EPDM. Der Spitzenabstand zwischen Rotorflügel und Kammerwand beträgt typischerweise 2–6 mm.
- Vierflügelrotoren: Entwickelt, um gleichzeitig das dispersive und verteilende Mischen zu verbessern. Die zusätzlichen Flügel erhöhen die Häufigkeit der Materialfaltung und Neuausrichtung pro Umdrehung und ermöglichen so eine schnellere Einarbeitung von Füllstoffen. Vierflügelrotoren gehören mittlerweile zum Standard in Hochleistungsmischanlagen für Reifenmischungen.
- Sechsflügelige (oder mehrflügelige) Rotoren: Wird in Anwendungen eingesetzt, die eine außergewöhnlich feine Füllstoffverteilung erfordern, wie z. B. Reifenmischungen auf Silica-Basis, bei denen die Effizienz der Silankopplung von entscheidender Bedeutung ist. Diese Rotoren erzeugen eine sanftere, besser verteilende Mischung mit niedrigeren Spitzentemperaturen.
Rotorwellen sind hohl und mit dem Temperaturkontrollsystem verbunden, so dass Kühlmittel oder Dampf durch den Innenraum strömen können. Diese interne Rotorkühlung ist bei Hochgeschwindigkeitsmischvorgängen von entscheidender Bedeutung, bei denen die Erzeugung von Reibungswärme zu einer vorzeitigen Vulkanisierung (Verbrennung) der Mischung führen kann. Die Rotoroberflächengeschwindigkeit in Produktionsknetern liegt typischerweise im Bereich von 20 bis 80 U/min , wobei einige Maschinen mit variabler Geschwindigkeit in der Lage sind, diesen gesamten Bereich innerhalb eines einzigen Mischzyklus abzudecken.
Die Rotoren werden an beiden Enden von Hochleistungs-Wälzlagern getragen, die in den Seitenrahmen der Maschine untergebracht sind. Die Lageranordnung muss sowohl radiale Belastungen durch den Druck der Gummimischung als auch axiale Schubbelastungen aufnehmen, die durch die spiralförmigen Rotorflügel erzeugt werden. Lagerbaugruppen in großen Knetern sind in der Regel ebenfalls wassergekühlt, da die Reibungswärme an den Lagersitzen andernfalls die Lebensdauer erheblich verkürzen würde.
Rotordichtungssystem
Dort, wo die Rotorwellen durch die Seitenwände aus der Mischkammer austreten, verhindert ein Dichtungssystem, dass Gummimischung entlang der Welle austritt. Dies ist technisch gesehen einer der anspruchsvollsten Bereiche bei der Konstruktion von Gummiknetern. Die Dichtung muss Gummi enthalten und einem Druck von bis zu 0,5–1,0 MPa standhalten, während sich die Welle mit hoher Geschwindigkeit dreht und das Kammerinnere erhöhte Temperaturen aufweist.
Die meisten modernen Gummikneter verwenden eine von zwei Dichtungsanordnungen:
- Labyrinthdichtungen mit Gummidichtung: Eine Reihe bearbeiteter Rillen und Grate erzeugen einen gewundenen Pfad, der dem Zusammenfluss von Flüssigkeiten entgegenwirkt. In Kombination mit komprimierten Gummipackungsringen bietet diese Anordnung eine wirksame Abdichtung für die meisten Produktionsmischungen. Der Austausch der Packung ist eine routinemäßige Wartungsaufgabe, die alle paar hundert Betriebsstunden durchgeführt wird.
- Gleitringdichtungen: Wird in Premium-Maschinen und Anwendungen mit strengen Kontaminationsanforderungen verwendet. Eine rotierende Dichtfläche, die gegen einen stationären Sitz gedrückt wird, sorgt für eine positive Barriere. Diese Dichtungen können luft- oder wassergekühlt sein und bieten längere Wartungsintervalle als Packungsdichtungen.
Der Hydraulikzylinder (schwimmendes Gewicht): Druckkontrolle über dem Compound
Direkt über der Mischkammer sitzt der obere Stößel, der üblicherweise als Schwimmgewicht oder hydraulischer Stößel bezeichnet wird. Hierbei handelt es sich um einen massiven Block aus Stahl oder Sphäroguss, der so geformt ist, dass er in den Einfüllstutzen der Kammer passt. Seine Funktion besteht darin, die Oberseite der Mischkammer nach dem Einfüllen des Materials abzudichten und während des Mischens einen Abwärtsdruck auf die Gummimischung auszuüben.
Der Staudruck ist eine der wichtigsten Prozessvariablen beim Betrieb eines Gummikneters. Ein höherer Rammdruck zwingt die Gummimischung in engeren Kontakt mit den Rotoren, wodurch die Scherintensität erhöht und die Verteilung verbessert wird. Übermäßiger Druck beschleunigt jedoch den Verschleiß von Rotor und Kammerauskleidung. Der Staudruck in Produktionsmaschinen liegt typischerweise zwischen 0,2 und 0,8 MPa und wird über einen über dem Einfüllstutzen montierten Hydraulikzylinder ausgeübt.
Der Stößel wird von einem vertikalen Halszylinder geführt – einem präzise gefertigten Durchgang, der den Stößel zentriert hält und seitliche Bewegungen unter Verbunddruck verhindert. Eine Staubdichtung an der Unterseite des Halses verhindert, dass Gummi um den Stößelkörper herum nach oben wandert. Der Stößel selbst ist oft entkernt und an den Kühlwasserkreislauf angeschlossen, um die Wärmeabsorption aus dem darunter liegenden Gummi zu gewährleisten.
Der Hydraulikzylinder, der den Stößel betätigt, ist auf einem Schwenkrahmen über dem Maschinenkörper montiert, sodass er freischwenken kann, wenn die Einfüllöffnungsabdeckung zum Befüllen geöffnet wird. Bei automatisierten Produktionslinien wird der Stößelzyklus durch das Mischprogramm gesteuert – er fährt automatisch nach oben, wenn sich die Entleerungstür öffnet, um die Charge freizugeben, und senkt sich und verriegelt unmittelbar nach dem Laden der nächsten Charge.
Bei einigen neueren Gummikneterkonstruktionen, insbesondere solchen, die für die Silica-Silan-Compoundierung verwendet werden, wird der Rammdruck während des Mischzyklus dynamisch moduliert. Dabei wird der Druck während der Silanisierungsreaktionsphase vorübergehend reduziert, um eine Überhitzung zu verhindern, und dann für die endgültige Dispersion wieder erhöht. Dies erfordert ein proportionales hydraulisches Ventilsystem, das in die Maschinensteuerung integriert ist.
Entladetürmechanismus: Freigabe der gemischten Charge
Die Austragstür bildet den Boden der Mischkammer. Wenn das Mischen abgeschlossen ist, öffnet sich diese Tür nach unten (oder schwenkt je nach Ausführung zur Seite), um die fertige Gummicharge durch Schwerkraft in ein nachgeschaltetes Gerät abzugeben – typischerweise eine offene Mühle, einen Doppelschneckenextruder oder einen Batch-Off-Kühlförderer.
Die Tür wird durch einen Hydraulikzylinder betätigt und ihr Verriegelungsmechanismus muss beim Mischen dem vollen Kammerinnendruck ohne Durchbiegung standhalten. Selbst eine geringfügige Durchbiegung der Tür kann dazu führen, dass Gummi in den Türdichtungsbereich austritt, was den Verschleiß beschleunigt und zu Verunreinigungen führt. Hochwertige Gummikneter verwenden mehrere Verriegelungsbolzen oder einen Cam-Lock-Mechanismus, der die Klemmkraft gleichmäßig über den Türumfang verteilt.
Die Türoberfläche (die Oberfläche, die mit der Gummimischung in Kontakt kommt) ist typischerweise mit einer gehärteten Verschleißplatte versehen, die unabhängig ausgetauscht werden kann. Der Türkörper verfügt über Kühlkanäle, die an denselben Kreislauf angeschlossen sind wie die Kammerwände. Ein Gummi- oder Elastomer-Dichtungsring verläuft rund um den Türumfang, um ein Austreten von Material an der Schnittstelle zwischen Kammer und Tür zu verhindern. Diese Dichtung ist ein Verbrauchsartikel, der bei planmäßiger Wartung ausgetauscht wird.
Die Öffnungszeit der Austragstür ist ein Prozessparameter. Eine schnellere Öffnung verringert die Zeit, in der die Masse nach Ende des Mischens der Hitze ausgesetzt ist, was für temperaturempfindliche Mischungen, die vordispergierte Vulkanisationsmittel enthalten, von entscheidender Bedeutung ist. In Hochgeschwindigkeitsproduktionslinien Das Öffnen der Tür und der Chargenabfall erfolgen innerhalb von 3–5 Sekunden um den Durchsatz aufrechtzuerhalten.
Temperaturkontrollsystem: Wärmemanagement im gesamten Gummikneter
Das Temperaturmanagement ist beim Betrieb eines Gummikneters nicht optional – es ist eine Grundvoraussetzung für die Qualität der Mischung und die Wiederholbarkeit des Prozesses. Das Temperaturkontrollsystem umfasst drei Wärmeaustauschzonen: die Kammerwände, die Rotorkörper und den Stößel. Jede Zone kann unabhängig gesteuert werden.
Die meisten Produktionsgummikneter verwenden eine Wassertemperaturregeleinheit (TCU) mit geschlossenem Kreislauf, die temperiertes Wasser durch alle drei Zonen zirkulieren lässt. Die TCU kann Wasser mithilfe von Elektroheizungen oder Dampfeinspritzung erhitzen und es mithilfe eines Wärmetauschers kühlen, der an die Kaltwasserversorgung der Anlage angeschlossen ist. Die angestrebten Wassertemperaturen variieren je nach Prozessstufe:
- Vorheizphase: 60–90 °C warmes Wasser, um die Kammer vor der ersten Charge der Schicht auf Betriebstemperatur zu bringen
- Mischstufe: 20–40 °C warmes Kühlwasser, um Reibungswärme zu absorbieren und eine Überhitzung der Mischung zu verhindern
- Reinigungsschritt: Heißwasser- oder Dampfspülung, um restliche Masse aufzuweichen und leichter zu entfernen
Die Temperatur der Mischung wird durch Thermoelemente oder Infrarotsensoren überwacht, die in der Kammerwand montiert sind. Rückmeldung der Mischungstemperatur in Echtzeit wird vom Maschinensteuerungssystem verwendet, um Rotorgeschwindigkeit, Ram-Druck und Kühlmitteldurchfluss anzupassen, um die Charge innerhalb der Spezifikation zu halten. In einigen fortschrittlichen Gummiknetersystemen wird das Mischen automatisch beendet, wenn die Mischungstemperatur einen Sollwert erreicht, und nicht erst nach einem festen Zeitzyklus. Diese sogenannte temperaturgesteuerte Entleerung ist konsistenter als die zeitgesteuerte Entleerung und verringert die Variabilität von Charge zu Charge.
Details zum Rotor- und Kammerkühlkreislauf
Im Inneren jedes Hohlrotors folgt der Kühlmittelkreislauf typischerweise einem Spiral- oder Bohrungsmuster, das die Oberflächenkontaktfläche maximiert. Drehdurchführungen (auch Drehgelenke genannt) an den Rotorwellenenden verbinden die stationären Kühlmittelzuleitungen leckagefrei mit dem rotierenden Rotorinnenraum. Hierbei handelt es sich um Präzisionskomponenten, die aufgrund der Abnutzung ihrer inneren Dichtungen regelmäßig überprüft und ausgetauscht werden müssen.
Kühlkanäle in der Kammerwand werden in einem Serpentinenmuster durch den Kammerblock gebohrt, typischerweise in einem Abstand von 30–50 mm von Mitte zu Mitte. Der Kühlmitteldurchfluss durch diese Kanäle ist darauf ausgelegt, eine für die Nennleistung der Maschine ausreichende Wärmeabfuhrkapazität zu erreichen – bei einem 270-Liter-Kneter mit einem 2000-kW-Antriebsmotor muss das Kühlsystem in der Lage sein, kontinuierlich mindestens 1,5–2,0 MW Wärmeenergie abzuführen.
Antriebssystem: Kraftübertragung auf die Rotoren
Das Antriebssystem eines Gummikneters besteht aus dem Elektromotor, dem Drehzahlminderer (Getriebe) und der Getriebeanordnung, die die beiden Rotoren antreibt. Da sich die Rotoren in einem festen Drehzahlverhältnis zueinander drehen müssen, sind sie über einen ineinandergreifenden Zahnradsatz – die Steuerräder – gekoppelt, der unabhängig von Lastschwankungen eine Synchronisierung gewährleistet.
Der Hauptantriebsmotor ist in modernen Maschinen fast überall ein Wechselstrom-Induktionsmotor mit variabler Frequenzantriebssteuerung (VFD). Die Fähigkeit zur variablen Geschwindigkeit ist für die Optimierung des Mischens in verschiedenen Phasen eines Mischungszyklus von entscheidender Bedeutung – zum Beispiel der Betrieb mit niedriger Geschwindigkeit während der anfänglichen Ballenzerkleinerung, um eine Überlastung des Motors zu vermeiden, und die anschließende Beschleunigung auf maximale Geschwindigkeit für die Füllstoffeinmischung. Motorleistung in der Produktion von Gummikneterwaagen mit Kammervolumen:
| Kammervolumen (L) | Typische Motorleistung (kW) | Rotorgeschwindigkeitsbereich (U/min) | Gemeinsame Anwendung |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Kleine Chargen, Spezialcompounds |
| 75–120 | 500–900 | 20–70 | Mittelgroßer Reifen und Industriegummi |
| 200–270 | 1500–2500 | 20–80 | Großvolumige Mischung von Reifenprofilen |
| 400–650 | 3000–5000 | 15–60 | Großserienproduktion von Reifen-Masterbatches |
Das Getriebe (Getriebe) reduziert die Motordrehzahl auf die Betriebsdrehzahl des Rotors und vervielfacht gleichzeitig das Drehmoment. In einem Gummikneter muss das Getriebe ein extrem hohes Drehmoment bewältigen – bei einem 2000-kW-Motor, der Rotoren mit 40 U/min antreibt, kann das Drehmoment an der Rotorwelle 500.000 N·m überschreiten. Bei dem Getriebe handelt es sich typischerweise um eine Parallelwellen- oder rechtwinklige Anordnung mit aufgekohlten und geschliffenen Schrägverzahnungen, untergebracht in einem robusten Gusseisen- oder Stahlgehäuse mit Zwangsschmierung.
Eine flexible Kupplung zwischen Motor und Getriebe absorbiert Stoßbelastungen beim Ballenabbau – der Aufprall, wenn ein Rotor auf einen kalten Gummiballen trifft, kann zu sofortigen Drehmomentspitzen führen, die das Zwei- bis Dreifache des Nennbetriebsdrehmoments betragen. Ohne eine flexible Kupplung würden diese Spitzen direkt auf das Getriebe und die Motorwelle übertragen und zu vorzeitigem Ermüdungsausfall führen.
Feed Throat und Ladesystem
Der Einfüllschacht ist der vertikale Durchgang über der Mischkammer, durch den Gummi und Additive eingefüllt werden. Im manuellen Betrieb werden Gummiballen und abgewogene Zusatzstoffe vom Bediener oder vom Förderband in die Schleuse geworfen. In automatisierten Compoundierlinien ist die Einfüllöffnung mit einer Kippschale oder einer pneumatischen Rammunterstützungsvorrichtung ausgestattet, um Materialien gegen den Widerstand der Rotoren nach unten in die Kammer zu drücken.
Die Abmessungen der Halsöffnung sind für die Aufnahme von Standard-Gummiballengrößen ausgelegt – ein 270L-Kneter hat normalerweise eine Halsöffnung von etwa 600 mm × 400 mm. Eine schwenkbare Staubabdeckung oder Klappe verschließt den Hals nach dem Laden, um Staub und Dämpfe während des Mischens einzudämmen. Einige Maschinen verfügen außerdem über eine Rauchabsaugöffnung in der Halsabdeckung, die an ein zentrales Belüftungssystem angeschlossen ist – dies ist besonders wichtig beim Mischen von Verbindungen, die Ruß, Schwefel oder flüchtige Verarbeitungsöle enthalten.
Die Injektion flüssiger Inhaltsstoffe – für Prozessöle, flüssige Silane oder spezielle Additive – erfolgt häufig über direkt in die Kammerwand oder durch den Kolbenkörper eingebaute Öffnungen. Diese Einspritzdüsen müssen so konstruiert sein, dass sie dem Kammerdruck und der Kammertemperatur standhalten und gleichzeitig präzise dosierte Volumina liefern, die typischerweise durch in das Mischprogramm integrierte Zahnradpumpen-Dosiersysteme gesteuert werden.
Maschinenrahmen und Strukturkomponenten
Die gesamte Gummikneterbaugruppe ist auf einem schweren Grundrahmen aus dickem Stahlblech oder Gussteilen montiert. Dieser Rahmen nimmt die Reaktionskräfte aus dem Mischvorgang auf und leitet sie an das Fundament weiter. Die dabei auftretenden Kräfte sind erheblich – ein großer Produktionskneter erzeugt Rotortrennkräfte (die Kraft, die die Rotoren aufgrund des Gummidrucks auseinanderdrückt), die bei Spitzenlasten beim Mischen mehrere hundert Kilonewton erreichen können.
Die beiden Seitenrahmen, einer auf jeder Seite der Mischkammer, tragen die Rotorlager und stellen die strukturelle Verbindung zwischen der Kammer und dem Sockel her. Dies sind oft die am stärksten beanspruchten Komponenten in der Maschine und werden aus Sphäroguss oder dickem Stahl mit großzügigen Kehlradien zur Reduzierung der Spannungskonzentration hergestellt.
Schwingungsisolierte Halterungen zwischen dem Grundrahmen des Kneters und dem Gebäudefundament gehören bei modernen Anlagen zum Standard. Ein voll beladener großer Gummikneter erzeugt während der Ballenzerkleinerung erhebliche Vibrationen – ohne Isolierung kann sich diese auf die Gebäudestruktur übertragen und benachbarte Instrumente beeinträchtigen oder mit der Zeit zu Ermüdungsrissen in den Ankerbolzen führen.
Steuerungssystem und Instrumentierung in modernen Gummiknetern
Moderne Gummikneter sind mit SPS-basierten Steuerungssystemen ausgestattet, die den gesamten Mischzyklus automatisch verwalten. Das Leitsystem überwacht und zeichnet einen kontinuierlichen Strom an Prozessdaten auf:
- Mischungstemperatur (gemessen mit einem Kammerwand-Thermoelement oder einem Infrarot-Pyrometer, das durch eine Sichtöffnung auf die Mischung gerichtet ist)
- Rotorgeschwindigkeit (U/min), stufenlos einstellbar über den VFD
- Die Stromaufnahme des Motors ist proportional zur Viskosität der Mischung und dient als indirektes Maß für den Energieeintrag beim Mischen
- Spezifischer Energieeintrag (kWh/kg), akkumuliert über den gesamten Mischzyklus
- Ram-Position und -Druck
- Kühlmitteleinlass- und -auslasstemperaturen für jede Kühlzone
- Position der Kipptür (offene/geschlossene Verriegelung)
Der spezifische Energieeintrag ist wohl der zuverlässigste Indikator für die Vollständigkeit der Mischung Bei vielen Gummimischungen hängt die Verteilung von Ruß beispielsweise eng mit der kumulativen Energiezufuhr pro Kilogramm Mischung zusammen und nicht nur mit der Zeit. Moderne Gummiknetersteuerungen ermöglichen die Definition von Mischprogrammen nach Energieendpunkt statt nach Zeitendpunkt, wodurch Schwankungen der Rohmaterialviskosität zwischen Chargen automatisch ausgeglichen werden.
Alle Chargendaten werden zur Rückverfolgbarkeit der Qualität in einer Datenbank protokolliert. Durch die Integration mit Manufacturing Execution Systems (MES) kann jedes Chargenprotokoll mit den Chargennummern der Rohstoffe, der Bediener-ID und den Ergebnissen der nachgelagerten Compound-Tests verknüpft werden, was eine Ursachenanalyse bei Qualitätsabweichungen ermöglicht.
Wichtige strukturelle Unterschiede zwischen Gummiknetertypen
Nicht alle Gummikneter haben identische Strukturkonfigurationen. Um den unterschiedlichen Produktionsanforderungen gerecht zu werden, gibt es mehrere Designvarianten:
Tangentiale vs. ineinandergreifende Rotorkneter
In einem Tangentialrotorkneter (dem klassischen Banbury-Design) rotieren die beiden Rotoren auf getrennten Kreisbahnen, die einander tangential sind – die Rotorflügel greifen nicht ineinander. Dadurch entsteht eine große Mischzone zwischen den Rotoren, in der eine starke Scherung auftritt, wodurch Tangentialkneter für das dispersive Mischen von verstärkenden Füllstoffen äußerst effektiv sind. Die meisten Produktions-Innenmischer weltweit verwenden Tangentialrotoren.
In einem ineinandergreifenden Rotorkneter (wie der GK-Serie von HF Mixing oder der F-Serie von Farrel Pomini) sind die Rotoren näher beieinander positioniert und ihre Flügel überlappen und greifen beim Drehen ineinander – ähnlich im Konzept wie ein Doppelschneckenextruder, aber mit viel kürzeren, dickeren Flügeln. Dieses Design erzeugt ein deutlich anderes Strömungsmuster und führt zu einer besseren Verteilungsmischung und niedrigeren Mischungstemperaturen, allerdings auf Kosten einer etwas geringeren Intensität der Dispersionsmischung. Ineinandergreifende Kneter werden für wärmeempfindlichen Silikonkautschuk, Fluorelastomere und Verbindungen bevorzugt, bei denen die Temperaturkontrolle von größter Bedeutung ist.
Umgedrehte (umgedrehte) Entladungskneter
Bei einigen Konstruktionen von Gummiknetern – insbesondere solchen, die in kontinuierlichen oder halbkontinuierlichen Verarbeitungslinien verwendet werden – erfolgt der Austrag nicht durch eine Bodentür, sondern durch Kippen der gesamten Mischkammerbaugruppe, sodass die Kammeröffnung nach unten zeigt und die Masse herausfällt. Dieses umgedrehte Entladungsdesign ermöglicht eine schnellere Chargenfreigabe und eine einfachere Integration mit nachgeschalteten Verarbeitungsgeräten, die direkt unter dem Kneter positioniert sind. Die konstruktive Konsequenz ist ein wesentlich komplexerer Maschinenrahmen mit Kippmechanismus und hydraulischem Verriegelungssystem.
Oben offene Kneter (Sigma Blade) im Vergleich zu geschlossenen Banbury-Knetern
Es ist erwähnenswert, dass sich der Begriff „Gummikneter“ in manchen Branchenkontexten auch auf Z-Klingen- oder Sigma-Klingen-Chargenkneter bezieht – oben offene, trogförmige Maschinen mit zwei gegenläufig rotierenden Sigma- oder Z-förmigen Klingen. Diese unterscheiden sich strukturell erheblich von dem in diesem Artikel beschriebenen geschlossenen Innenmischer. Sigma-Schaufelkneter verfügen nicht über ein Stößel- und Dichtungssystem, arbeiten bei atmosphärischem Druck und werden häufiger zum Mischen von Silikonkautschuk, thermoplastischen Elastomeren und zur Herstellung von Klebstoffen als für hochgefüllte Gummimischungen verwendet.
Verschleißteile und wartungskritische Strukturelemente
Um die Struktur eines Gummikneters zu verstehen, muss man auch wissen, welche Komponenten verschleißen und regelmäßig ausgetauscht werden müssen. Die wichtigsten Verschleißteile sind:
- Rotortipps: Die Flügelspitzen erfahren die höchste Kontaktbelastung mit der Kammerwand. Bei einigen Konstruktionen sind die Rotorspitzen mit einer Aufschweißung versehen, die vor Ort erneut aufgebracht werden kann. In anderen Fällen wird der gesamte Rotor ausgetauscht, wenn der Spitzenverschleiß die Toleranz überschreitet – typischerweise, wenn der Abstand zwischen Spitze und Wand von seinem vorgesehenen Wert (2–5 mm) auf mehr als 8–10 mm angewachsen ist und sich die Mischeffizienz messbar verschlechtert.
- Kammerauskleidungen: Die Wandverkleidungsabschnitte sind austauschbare Verschleißplatten, typischerweise 30–50 mm dick, die in den Kammerkörper geschraubt oder eingeschrumpft sind. Die Lebensdauer variiert zwischen einigen Monaten bei Schleifmittelanwendungen und mehreren Jahren bei mildem Einsatz.
- Rotorenddichtungen (Packung): Wird je nach Mischungsart und Rotordrehzahl alle 300–1000 Betriebsstunden ausgetauscht. Ein verzögerter Packungsaustausch führt zu einer Gesamtverschmutzung des Lagerbereichs und einem dramatisch beschleunigten Lagerverschleiß.
- Dichtung der Auswurftür: Die Elastomer-Umfangsdichtung an der Austragstür wird bei planmäßigen Stillständen ausgetauscht, bei kontinuierlicher Produktion typischerweise alle 3–6 Monate.
- Drehdurchführungen an Rotorkühlkreisläufen: Wird in den meisten Betrieben jährlich überprüft und erneuert, da Dichtungsverschleiß in diesen Komponenten dazu führen kann, dass Kühlmittel in die Lagergehäuse eindringt.
Geplante Wartungsintervalle für Gummikneter in Reifenproduktionsanlagen sind in der Regel in 8-Stunden-Produktionsschichten strukturiert, mit kleineren Inspektionen pro Schicht, wöchentlichen Zwischenkontrollen und größeren Überholungen jährlich oder alle 5.000–8.000 Betriebsstunden. Ein gut gewarteter 270L-Gummikneter kann im kontinuierlichen Dreischichtbetrieb eine mechanische Verfügbarkeit von über 95 % erreichen.